EEN Snicker verwerkingslijn voor chocoladerepen is een geïntegreerde set voedselproductieapparatuur die is ontworpen om gelaagde chocoladerepen op schaal te produceren. De kernconclusie is duidelijk: een complete en goed geconfigureerde Snicker-productielijn kan een output bereiken van 150–600 kg/uur , afhankelijk van de kwaliteit van de apparatuur, het automatiseringsniveau en de productspecificatie. Dit maakt het een van de meest efficiënte formaten voor de productie van grote hoeveelheden chocoladerepen.
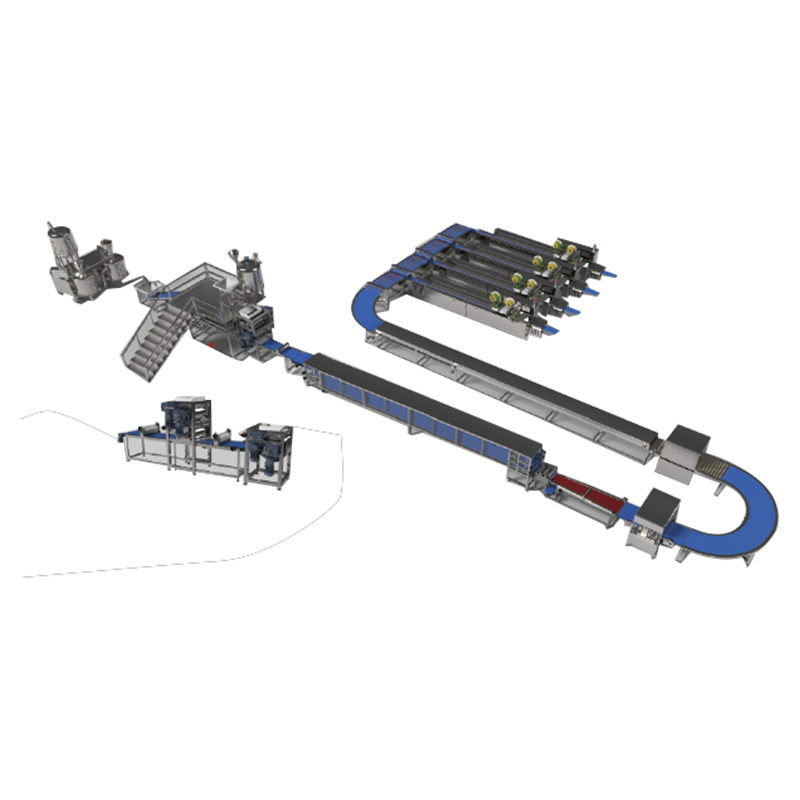
De lijn verwerkt doorgaans elke fase, van het koken van noga en de bereiding van karamel tot het aanbrengen van laagjes pinda's, het omhullen van chocolade, het koelen, het snijden en het uiteindelijk verpakken - alles binnen een continue geautomatiseerde stroom. Door te begrijpen hoe elke module functioneert, kunnen fabrikanten de opbrengst optimaliseren, verspilling verminderen en een consistente productkwaliteit behouden.
EEN standard Snicker-productielijn volgt een logische opeenvolging van verwerkingsfasen. Elke fase draagt bij aan de structurele integriteit en sensorische kwaliteit van de laatste maat.
De basislaag van een reep in Snicker-stijl is nougat, geproduceerd door luchtige suikerstroop, glucose, eiwit en vet te mengen in een continue of batchmixer. Vervolgens wordt de nougat op een transportband of in een plaatvormer gestort, waar hij tot een vorm wordt geperst uniforme dikte, doorgaans tussen 10 en 20 mm . Een consistente textuur in dit stadium is van cruciaal belang voor de stroomafwaartse snijnauwkeurigheid.
Karamel wordt bereid in een continue karamelkoker die suiker, glucosestroop, room of vet en emulgatoren combineert onder gecontroleerde hitte. De gekookte karamel wordt terwijl hij nog soepel is op de nougatlaag afgezet. De karameltemperatuur bij het afzetten wordt doorgaans tussen 60 en 75 °C gehouden om een goede hechting te garanderen zonder de nougat eronder te vervormen.
Hele of half geroosterde pinda's worden gelijkmatig over het karameloppervlak verdeeld met behulp van een trilgoot of rolapplicator. Een zachte aandrukrol zorgt ervoor dat de pinda's in de karamellaag worden ingebed. De uniformiteit van de pindadekking heeft een directe invloed op de visuele consistentie en gewichtsnauwkeurigheid in de voltooide balk.
De samengestelde plaat – bestaande uit noga, karamel en pinda’s – gaat door een koeltunnel waar de temperaturen worden verlaagd onder 18°C . Dit verstevigt de structuur vóór het snijden. Een roterende of draadknipper verdeelt de plaat vervolgens in individuele staafvormige stukken met minimaal productverlies.
Individuele repen gaan door een chocolade-omhuller waar getempereerde chocolade (meestal op 29–32°C voor donkere of melkvarianten) bedekt alle oppervlakken gelijkmatig. Een luchtblazer verwijdert overtollige chocolade van de bodem en een triltafel maakt de oppervlaktecoating glad voordat de repen de laatste koeltunnel ingaan.
EENfter enrobing, bars travel through a refrigerated tunnel at 8–14°C gedurende enkele minuten om de chocoladeschelp te laten stollen. Volledig uitgeharde staven worden vervolgens overgebracht naar geautomatiseerde flow-wrapping- of kussenverpakkingsmachines, waarmee de productiecyclus wordt voltooid.
Elke verwerkingsfase vereist gespecialiseerde apparatuur. Hieronder vindt u een overzicht van de belangrijkste machinecomponenten en hun functionele rollen:
| Uitrusting | Functie | Sleutelparameter |
|---|---|---|
| Nougatmixer en voormalig | EENerates and shapes the nougat base layer | Capaciteit: 100–500 kg/u |
| Karamelkoker | Kookt en zet karamel af bij gecontroleerde temperatuur | Temperatuur: 60–75°C |
| Pindavoeder/applicator | Verdeelt de pinda's gelijkmatig over de karamel | Dekkingsuniformiteit ±3% |
| Plaatkoeltunnel | Verstevigt de gelaagde plaat voor het snijden | Tunneltemperatuur: 10–18°C |
| Roterende / draadknipper | Snijdt de plaat in afzonderlijke staven | Snijsnelheid: tot 120 sneden/min |
| Chocolade Enrobeer | Omhult repen met getempereerde chocolade | Chocoladetemperatuur: 29–32°C |
| Laatste koeltunnel | Zet de chocoladeschelp vast | Tunneltemperatuur: 8–14°C |
| Flowwrapper / verpakkingsmachine | Verpakt afgewerkte repen individueel | Snelheid: tot 600 bar/min |
Moderne verwerkingslijnen voor chocoladerepen van Snicker zijn beschikbaar in drie algemene automatiseringsniveaus, elk geschikt voor verschillende productieschalen en investeringsniveaus:
Voor een middelgrote fabrikant die zich richt op 500.000–1.000.000 repen per dag, zou een volledig geautomatiseerde lijn met een snelheid van 400 kg/u en een gemiddeld staafgewicht van 50 gram ongeveer 8.000 repen per uur of 192.000 repen per 24-uursdienst .
Het handhaven van een consistente barkwaliteit vereist actieve controle op verschillende controlepunten in de Snicker-productielijn:
Een ontwerp van voedingskwaliteit is niet onderhandelbaar in een verwerkingslijn voor chocoladerepen. De belangrijkste ontwerpprincipes zijn onder meer:
Zelfs goed geconfigureerde lijnen ondervinden terugkerende problemen. Hieronder staan de meest voorkomende uitdagingen en praktische oplossingen:
| Uitdaging | Oorzaak | Oplossing |
|---|---|---|
| Karamel plakt aan de uitstekers | Karamel te warm tijdens het snijden | Verlaag de temperatuur van de koeltunnel van de plaat met 2–3°C |
| Ongelijkmatige chocoladecoating | Chocolade buiten het temperatuurbereik | Kalibreer de tempereerunit opnieuw; controleer op triggers voor vetbloei |
| Variatie in staafgewicht > ± 3 g | Inconsistentie in de dikte van de nougat- of karamellaag | Inspecteer de doseermondstukken; kalibreer voormalige rollen opnieuw |
| Pindaholtes in repen | Trilling van de feeder is te hoog of te laag | EENdjust vibratory feeder frequency; clean hopper sensors |
| Verkeerde uitlijning van de verpakking | Variatie in staaflengte na het zagen | Synchroniseer de snijsnelheid met de snelheid van de transportband |
Koeltunnels en kookvaten zijn de grootste energieverbruikers in een Snicker-productielijn, samen goed voor 55-70% van het totale energieverbruik van de lijn . Praktische maatregelen om de energiekosten te verlagen zijn onder meer:
EEN well-optimized fully automated line can produce one kilogram of finished bar using ongeveer 0,3–0,6 kWh , afhankelijk van de klimaatomstandigheden en de indeling van de installatie.
EEN full line including nougat forming, caramel, peanut application, enrobing, and packaging typically requires 40-80 meter lang en 4 tot 8 meter breed, afhankelijk van het automatiseringsniveau en het ontwerp van de koeltunnel.
Ja. Met verstelbare doseermachines, modulaire matrijzen en herconfigureerbare snijplotters kunnen de meeste moderne lijnen tussen formaten schakelen. De omschakeltijd is doorgaans 20–45 minuten .
Melkchocolade wordt het meest gebruikt, met een cacaogehalte van 25–35% . De enrober verwerkt zowel voorgetempereerde samengestelde chocolade als echte chocolade, afhankelijk van de productspecificatie.
EEN fully automated line at 400 kg/h typically requires 3–6 operators per ploegendienst, inclusief kwaliteitscontroles, aanvulling van verpakkingen en kleine aanpassingen.
Met de juiste chocolade-omhulling en flow-wrap-verpakking is de houdbaarheid van afgewerkte repen over het algemeen hetzelfde 9–12 maanden bij omgevingstemperaturen onder 20°C.
Nougat is de standaardbasis, maar de lijn kan worden aangepast om in plaats daarvan basislagen voor koekjes, wafels of granen te gebruiken, waardoor het een veelzijdig platform is voor meerdere barformaten.

 Machinefabriek voor chocoladeproductielijnen
Machinefabriek voor chocoladeproductielijnen

 Ik denk dat dit het geval is
Ik denk dat dit het geval is English
English