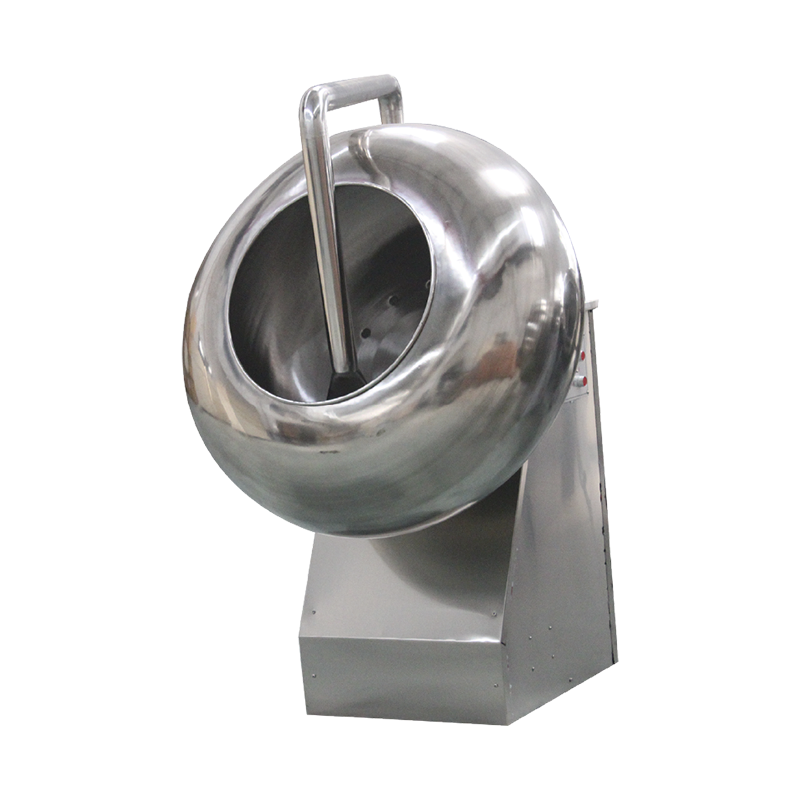
EEN Chocolade- en snoeppolijstmachine brengt een uniforme glanzende coating aan op met chocolade bedekte snoepjes, noten, bonen en soortgelijke lekkernijen door producten in een roterende trommel te laten tuimelen terwijl was-, siroop- of schellakoplossingen worden gespoten. Het resultaat is een glad, glanzend oppervlak dat het uiterlijk verbetert, de houdbaarheid verlengt en plakken voorkomt. Als u begrijpt hoe u deze apparatuur correct bedient, is dit direct bepalend voor de kwaliteit van de coating en de productie-efficiëntie.
Voordat u met polijsten begint, moet u vertrouwd raken met de belangrijkste onderdelen van de machine:
Voordat u een product laadt, voert u een controle vóór gebruik uit:
Parameterinstellingen variëren per producttype. Gebruik de onderstaande tabel als algemene referentie:
| Producttype | Drumsnelheid (RPM) | EENir Temperature (°C) | Sproei-interval (sec) |
|---|---|---|---|
| Met chocolade omhulde noten | 10–14 | 18–22 | 30–60 |
| Harde snoepschalen | 15–20 | 20–25 | 20–40 |
| Chocolade met suikerglazuur | 8–12 | 16–20 | 45–90 |
| Gummy / zacht snoepje | 6–10 | 22–28 | 60–120 |
Lagere trommelsnelheden verminderen breuk bij delicate producten ; hogere snelheden bevorderen een snellere, gelijkmatigere verdeling van de coating voor hardere schalen.
Vul de trommel tot niet meer dan 60-70% van het werkvolume . Overvullen beperkt de tuimelende beweging en veroorzaakt een ongelijkmatige glans of productschade. Voor een vat met een capaciteit van 100 kg is een typische batchlading 60-70 kg .
Start eerst de trommelrotatie en activeer vervolgens het spuitsysteem. Breng het polijstmiddel in meerdere dunne lagen aan in plaats van één zware applicatie:
EENfter the final spray layer, continue drum rotation with active airflow for 5–15 minuten om de coating volledig uit te harden. Onvoldoende droogtijd leidt tot kleverigheid van het oppervlak of het aan elkaar plakken van het product tijdens het verpakken. De oppervlaktetemperatuur van het product mag tijdens deze fase niet hoger zijn dan 30°C om de chocoladebasis te beschermen.
Kantel de trommel naar de afvoerpositie en verzamel het eindproduct. Inspecteer een monster op glansuniformiteit, gladheid van het oppervlak en de afwezigheid van scheuren of doffe plekken voordat de batch doorgaat naar de volgende productiefase.
Het polijstmiddel bepaalt direct het uiteindelijke uiterlijk en de functionele eigenschappen van het gecoate product. De drie meest voorkomende opties zijn:
EENlways verify that the polishing agent selected is approved for food contact use and compatible with your product's existing coating ingredients.
Zelfs ervaren operators ondervinden kwaliteitsproblemen wanneer deze veelvoorkomende fouten optreden:
Consistent onderhoud beschermt de levensduur van de apparatuur en zorgt voor een herhaalbare productkwaliteit. Volg dit schema:
| Frequentie | Onderhoudstaak |
|---|---|
| EENfter every batch | Schone spuitmonden; veeg de binnenoppervlakken van de trommel af |
| Dagelijks | Inspecteer luchtfilters; controleer de trommelrotatie op ongewone geluiden of trillingen |
| Wekelijks | Smeer trommellagers en aandrijfketting; controleer de riemspanning |
| Maandelijks | Maak de trommel en het spuitsysteem grondig schoon; elektrische aansluitingen en afdichtingen inspecteren |
| Elke 6 maanden | Volledige mechanische inspectie; vervang indien nodig versleten riemen, afdichtingen of mondstukonderdelen |
Een goede smering en reiniging van de spuitmonden zijn verantwoordelijk voor het merendeel van de vermijdbare stilstand van apparatuur bij het polijsten van zoetwaren.
EENchieving consistent, high-quality results depends on controlling several interacting variables simultaneously:
EEN standard polishing cycle takes 20–45 minuten afhankelijk van het aantal aangebrachte coatinglagen, de droogtijd tussen de spuitbeurten en het gebruikte type polijstmiddel.
Ja. De meeste chocoladepolijstapparatuur is ontworpen voor gebruik met meerdere producten. Pas de trommelsnelheid, luchttemperatuur en spuitintervallen aan op basis van het specifieke product dat wordt verwerkt, en reinig de trommel grondig tussen verschillende producttypen.
Veelvoorkomende oorzaken zijn overspuiten in één keer, onvoldoende droogtijd tussen de lagen, onjuiste luchttemperatuur, verstopte spuitmonden of hoge luchtvochtigheid in de productieruimte.
Zorg ervoor dat elke spuitlaag dun en voldoende gedroogd is vóór de volgende toepassing. Door de juiste trommelsnelheid aan te houden blijven de producten constant in beweging en wordt voorkomen dat de contacttijd zo lang duurt dat er kleven ontstaat.
Bij een goede dagelijkse reiniging gaan de sproeikoppen doorgaans lang mee 6–12 maanden voordat de prestaties merkbaar afnemen. Vervang de spuitdoppen onmiddellijk als het spuitpatroon ondanks het reinigen ongelijkmatig wordt of de stroomsnelheid daalt.
Voor de meeste wasemulsies is aanbrengen op kamertemperatuur voldoende. In koude productieomgevingen (onder de 15°C) dient u het polijstmiddel echter voorzichtig op te warmen 20–25°C verbetert de sprayverneveling en oppervlaktehechting.

 Machinefabriek voor chocoladeproductielijnen
Machinefabriek voor chocoladeproductielijnen

 Ik denk dat dit het geval is
Ik denk dat dit het geval is English
English